

































































































Монтаж гидроизоляции фундаментов из битумных наплавляемых рулонных материалов ТЕХНОЭЛАСТ. Наплавление на горизонтальную поверхность
Общая информация
Наиболее распространенными материалами для создания гидроизоляционной мембраны являются рулонные битумно-полимерные материалы. Связано это с относительной простотой монтажа, известностью технологии и стабильностью технических параметров материалов, заложенных при их изготовлении на заводе. Рулонная гидроизоляция может быть одно- и многослойной. Толщина гидроизоляционной мембраны зависит как от типа применяемого материала, так и от глубины заложения фундамента. На общую толщину покрытия могут влиять и другие факторы, например, химическая агрессия подземных вод.
ВАЖНО!
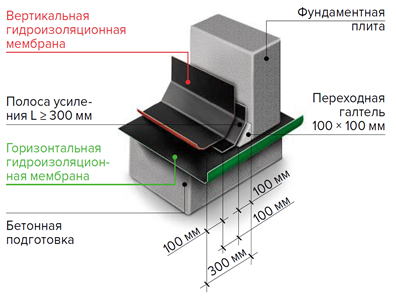
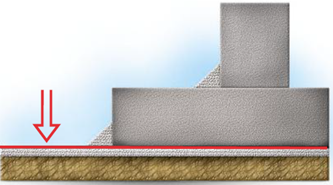
Наплавление битумно-полимерных рулонных материалов на горизонтальные поверхности осуществляется по бетонной подготовке. При этом стоит учитывать, что размер бетонной подготовки в плане должен быть больше размера фундаментной плиты на 300 мм минимум. Это необходимо для того, чтобы правильно состыковать горизонтальную и вертикальную гидроизоляционные мембраны.
Метод сплошной приклейки к основанию
Перед наплавлением РБМ на горизонтальные поверхности разверните весь рулон на подготовленном основании, примерьте и выровняйте его по отношению к уже уложенному рулону, обеспечив требуемый нахлест по продольным и поперечным кромкам (см. ниже). Желательно дать отлежаться материалу в развернутом состоянии для уменьшения возможности образования дефектов в уложенной мембране.

ВАЖНО!
Одним из условий отсутствия первичных деформаций в битумно-полимерных рулонных материалах является их правильное складирование и хранение. Рулоны необходимо хранить в вертикальном положении, избегая попадания на них прямого солнечного света (при отсутствии защитной пленки на палете).
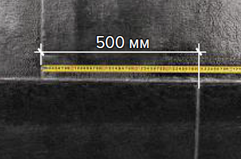
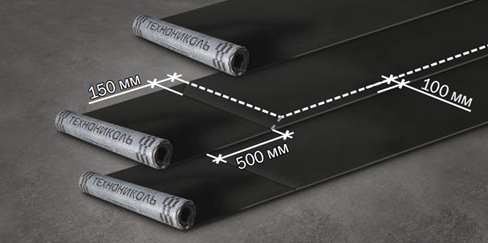
Непосредственно перед наплавлением проверьте разбежку торцевых швов, которая должна составлять минимум 500 мм.
Полотна смежных рулонов наплавляйте с торцевым нахлестом не менее 150 мм.

Краевой нахлест смежных рулонов — не менее 100 мм. Для однослойных материалов краевой нахлест должен быть не менее 120 мм.

В месте формирования Т-образных швов подрежьте угол рулона, находящийся между верхним и нижним рулонами. Подрезка угла позволит повысить качество сварного соединения, избежав мест непроплава.

После этого скатайте материал в рулон с двух сторон в направлении центра (к середине). Намотку лучше производить на металлическую трубу или картонную шпулю.

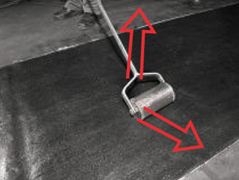
Наплавление производите, оплавляя нижнюю поверхность рулона пламенем горелки и одновременно подогревая поверхность основания. Нагрев производят плавными движениями горелки, уделяя особое внимание зонам нахлеста, постепенно раскатывая рулон на себя.

ВАЖНО!
Запрещается раскатывать рулон от себя. В этом случае вы будете передвигаться по разогретому материалу, что может привести к его деформации и, как следствие, нарушению целостности гидроизоляционной мембраны.
Небольшой валик битумной массы в месте соприкосновения рулона с основанием свидетельствует о правильном температурном режиме наплавления. Имеющаяся на нижней поверхности материала полиэтиленовая пленка должна быть полностью оплавлена. При этом будет происходить деформация индикаторного рисунка.

Наплавленные рулоны не должны иметь складок, морщин и волн. Для недопущения указанных дефектов прикатайте полотнища металлическим валиком, движения которого должны быть от оси рулона по диагонали к его краям, пока подложка размягчена. Особенно тщательно прикатайте зоны нахлестов.
Одним из признаков герметичности сварного шва является вытекание битумной массы из-под боковой кромки материала сплошным валиком, примерно на 5÷25 мм.

ВАЖНО!
При производстве работ в условиях отрицательных температур битумно-полимерные рулонные материалы нужно отогреть до положительной температуры по всему объему материала. Для этого необходимо выдержать материалы при температуре не ниже +15 °С в течение 24 часов.
Второй слой РБМ наплавьте аналогичным способом. Расстояние между краями рулонов в первом и втором слоях должно быть не менее 300 мм, и обычно составляет 500 мм (середина рулона).

При наплавлении второго слоя также контролируйте соблюдение нахлестов: 100 мм краевой и 150 мм торцевой.















