




























































Монтаж гидрошпонок. Выполнение торцевых соединений
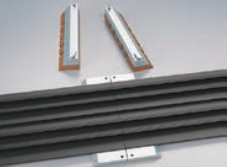
Торцевые соединения выполняются при помощи специального оборудования: электромагнитной пластины и прижимного кондуктора или при помощи ручного фена.
Сварка при помощи специального оборудования
Перед началом работ разогрейте нагревательный элемент до заданной температуры 450 °С.

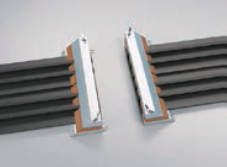
Зафиксируйте соединяемые концы гидрошпонок в кондукторе.
Ровно обрежьте торцы гидрошпонок, предназначенные для сварки. После этого разожмите кондуктор, немного выдвиньте гидрошпонку из кондуктора и снова зажмите.
Установите нагревательный элемент в рабочее положение между концами гидрошпонок. Плавно сомкните кондуктор, подводя концы гидрошпонки к нагревательному элементу. При этом вдоль всего периметра среза шпонки образуется валик из расплавленного материала. Следите за тем, чтобы оплавление происходило равномерно.
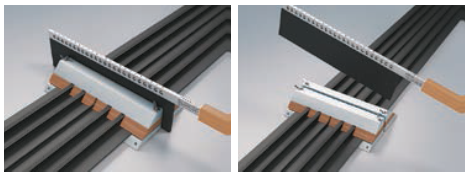
После этого кондуктор следует раздвинуть, вынуть нагревательный элемент и сдвинуть снова. Оплавленные края шпонки при этом сомкнутся и произойдёт их сплавление.
Образовавшемуся шву необходимо дать остыть, после чего демонтировать кондуктор. Валик расплавленного материала, образовавшийся по периметру сварного соединения, следует срезать макетным ножом.