







































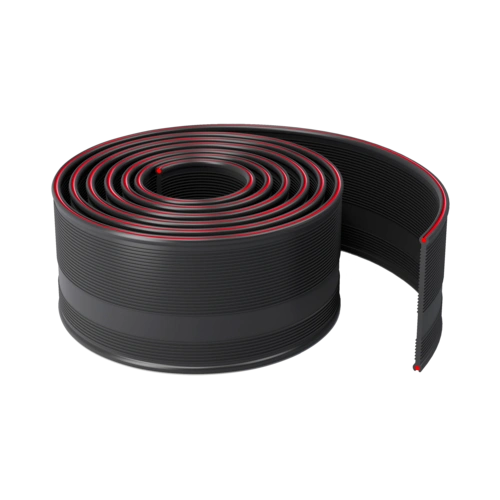









































































Монтаж гидрошпонок. Выполнение торцевых соединений
Торцевые соединения выполняются при помощи специального оборудования: электромагнитной пластины и прижимного кондуктора или при помощи ручного фена.
Сварка при помощи специального оборудования
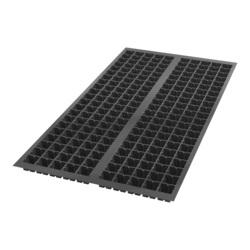
Перед началом работ разогрейте нагревательный элемент до заданной температуры 450 °С.

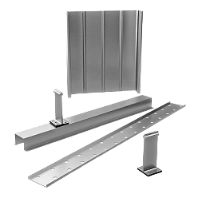
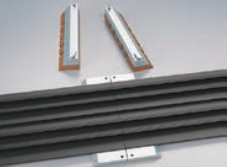
Зафиксируйте соединяемые концы гидрошпонок в кондукторе.
Ровно обрежьте торцы гидрошпонок, предназначенные для сварки. После этого разожмите кондуктор, немного выдвиньте гидрошпонку из кондуктора и снова зажмите.
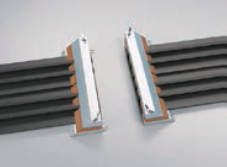
Установите нагревательный элемент в рабочее положение между концами гидрошпонок. Плавно сомкните кондуктор, подводя концы гидрошпонки к нагревательному элементу. При этом вдоль всего периметра среза шпонки образуется валик из расплавленного материала. Следите за тем, чтобы оплавление происходило равномерно.
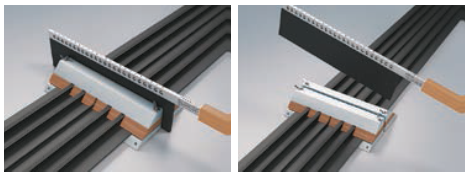
После этого кондуктор следует раздвинуть, вынуть нагревательный элемент и сдвинуть снова. Оплавленные края шпонки при этом сомкнутся и произойдёт их сплавление.
Образовавшемуся шву необходимо дать остыть, после чего демонтировать кондуктор. Валик расплавленного материала, образовавшийся по периметру сварного соединения, следует срезать макетным ножом.





Не нашли ответ на свой вопрос? Напишите нам







