
















































































































Монтаж полимерных мембран LOGICROOF на кровле. Выполнение сварного шва автоматическим оборудованием
Общие данные
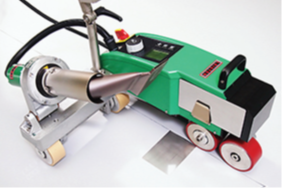
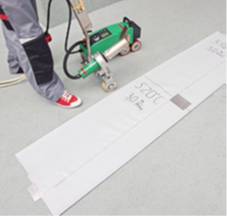
Для получения качественного сварного шва на основной части кровли применяйте специализированное оборудование для автоматической сварки горячим воздухом.
Важно!
Перед началом работы ознакомьтесь с инструкцией производителя автоматического сварочного оборудования.
Важно!
Прикаточные валики автоматического сварочного оборудования должны быть целыми, без повреждений.

Перед началом сварочных работ выставьте параметры (температуру воздуха, скорость движения сварочного аппарата).
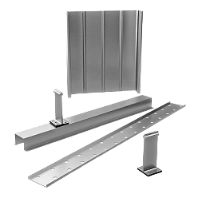
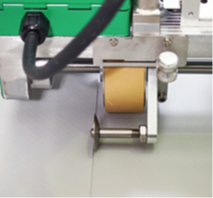
Для получения ровного края, облегчающего доваривание шва вручную, в начало шва вставьте металлическую пластину с обработанными краями толщиной 0,3 – 0,5 мм из оцинковки или нержавейки. Поставьте сварочный аппарат так, чтобы его колесо наполовину пригрузило начало пластины.
Металлический направляющий ролик в опущенном положении должен быть расположен вдоль кромки сварочного шва. Это необходимо для позиционирования аппарата вдоль шва в процессе сварки.
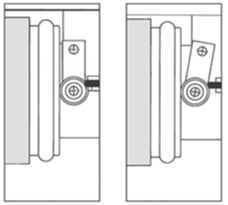
Если необходимо сварить шов, расположенный поперек наклонной поверхности кровли, выполните регулировку винта для компенсации угла наклона.

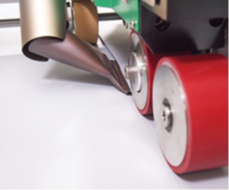
Перед началом сварки потяните за край верхней мембраны, чтобы облегчить введение сопла автомата в зону нахлеста. Соблюдайте осторожность, чтобы не задеть горячие части автомата.
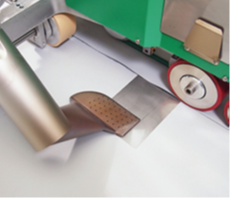
Введите в нахлест сопло автомата. Движение аппарата начнется автоматически.
Следите за тем, чтобы кончик сопла выступал из наружной границы шва на 2-3 мм.

В конце шва установите вторую металлическую пластину. При наезде прикаточного колеса автомата на пластину вытаскивайте сопло из нахлеста – автомат при этом остановится. Счищайте нагар с сопла аппарата с помощью щетки из мягкого металла.

Продолжайте монтаж мембраны с использованием автоматического сварочного оборудования. Очистку сопла необходимо выполнять после каждого изъятия его из шва, когда аппарат имеет рабочую температуру.
Подбор параметров сварки на автоматическом оборудовании
Сварочные параметры, такие как температура и скорость сварочного аппарата, не являются постоянными, а зависят от многих факторов: температуры окружающей среды, силы ветра и проч. Неподходящие сварочные параметры не позволят получить долговечный качественный сварной шов. Правильные параметры можно определить, проведя пробную сварку.

В начале рабочей смены или в случае резкого изменения погодных условий нужно сделать пробную сварку для подбора или уточнения параметров сварки. При необходимости применять очиститель для ПВХ. Для этого возьмите 2 полосы мембраны достаточной ширины и длины.
Сварите полосы мембраны, изменяя скорость сварочного аппарата на участках длиной не менее 50 см. Для удобства работы полосы можно предварительно разметить маркером.

После полного остывания сварного шва (при высокой температуре окружающей среды для этого может потребоваться до 20 минут) вырежьте из середины каждого участка пробную полоску сваренной мембраны шириной 20-30 мм и разорвите шов.

Основные признаки качественного сварного шва рассмотрены в блоке ранее.

Мембрана «отлипает» (шов разделяется без усилия), нет когезионного разрыва. Для получения качественного сварного шва уменьшайте скорость сварки, либо увеличивайте температуру сварки.

Пример некачественного сварного шва – заметны признаки «пережога» – изменение цвета мембраны, сильное выдавливание нижнего слоя мембраны.
Для получения качественного сварного шва увеличивайте скорость сварки или уменьшайте температуру сварки.
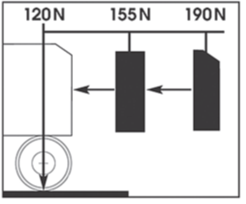
Кроме скорости и температуры можно изменять еще один параметр сварки – общее давление на шов, которое зависит от веса грузов, установленных на сварочном аппарате.
Общая рекомендация – устанавливайте 2 груза при сварке по минеральноватному утеплителю. При сварке по жестким поверхностям (XPS, бетон и проч.) можно оставить 1 груз или осуществлять сварку без груза.
Последствия попадания несчищенного с сопла нагара в зону сварного шва.

Варианты исправления:
- Очистите шов от нагара, доварите дефект ручным феном и обработайте жидким ПВХ;
- Приварите на это место заплатку, предварительно очистив свариваемые поверхности очистителем для ПВХ. Для придания дополнительной защиты рекомендуется обработать шов жидким ПВХ ТЕХНОНИКОЛЬ.




Не нашли ответ на свой вопрос? Напишите нам







