
















































































































Монтаж гидроизоляции фундамента из полимерной мембраны LOGICBASE. Секционирование гидроизоляции
После монтажа гидроизоляционной мембраны следует выполнить секционирование гидроизоляционного поля путем приварки гидроизоляционных шпонок к уложенной мембране. Карта зонального секционирования поверхности мембраны на герметично изолированные друг от друга участки (секции) определяется проектом. Размер секций не должен превышать 150 м2.
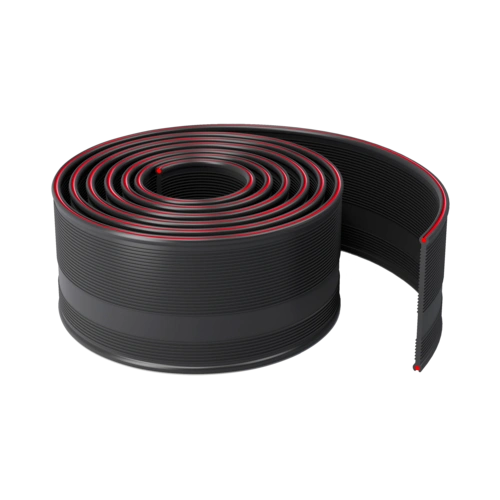
Секционирование гидроизоляции выполняется следующим образом: уложите гидрошпонку ТЕХНОНИКОЛЬ EC-220-3 или EC-320-4 плоской стороной на поверхность мембраны, а анкерными рёбрами в сторону бетонирования. Приварите края гидрошпонки к мембране ручным или полуавтоматическим оборудованием.
Монтаж гидрошпонок ручным аппаратом
Выберите оптимальную температуру сварки ручного аппарата в зависимости от толщины мембраны и погодных условий 450–500 °С.
Для временной фиксации гидрошпонки к поверхности мембраны точечно «прихватите» ее с шагом 20–30 см. Это позволит избежать смещения гидрошпонки и образования волн при сварке. Насадку шириной 40 мм поместите между свариваемыми поверхностями мембраны и гидрошпонки.
Следите, чтобы кончик насадки выходил за наружную кромку формируемого шва на 3–4 мм.
Непрерывно ведите аппарат вдоль шва, равномерно прогревая обе поверхности.

После остывания шва проверьте его герметичность. Проведите вдоль него пробником или шлицевой отвёрткой. В случае выявления негерметичных отрезков проведите их повторную сварку.
Монтаж гидрошпонок полуавтоматическим аппаратом «Triac Drive»
Процесс подбора параметров сварки гидрошпонок и гидроизоляционной мембраны для полуавтоматического аппарата «Triac Drive» заключается в определении оптимального соотношения скорости его движения и температуры воздушного потока. Установите температуру воздушного потока в 450–500 °С.
Установите аппарат на поверхности мембраны. При этом заведите ее край и край гидрошпонки в специальную щелевую насадку.
В соответствии с результатом пробной сварки установите скорость движения аппарата. При этом аппарат приводится в движение автоматически.

Прилагая необходимое усилие к рукоятке аппарата, плавно ведите аппарат вдоль шва. Следите за тем, чтобы края гидрошпонки равномерно приваривались к поверхности мембраны.
Возможные ошибки при сварке гидрошпонок и гидроизоляционных мембран
Дефект | Причина | Следствие | Устранение |
Коксование (пережог) | Слишком высокая температура сварки или низкая скорость движения аппарата | Негерметичный непрочный шов | Уменьшите температуру воздуха или увеличьте скорость движения аппарата |
Отлипание (непроваренный шов) | Слишком низкая температура сварки или высокая скорость движения аппарата | Соединение материалов не происходит | Увеличьте температуру воздуха или снизьте скорость движения аппарата |





Не нашли ответ на свой вопрос? Напишите нам







