
















































































































Инструкция по монтажу гидрошпонок ТЕХНОНИКОЛЬ










- Проектным организациям
- Проектировщикам
- Архитекторам
- Инженерам-конструкторам
- Инженерам ОВ и ВК
- Строительно-монтажным организациям
- Строителям
- Прорабам
- Мастерам строительно-монтажных работ
- Монтажникам
- Инженерам строительного контроля
- Инженерам эксплуатирующих организаций

C помощью данного калькулятора вы сможете рассчитать необходимое количество материалов для устройства плоской кровли
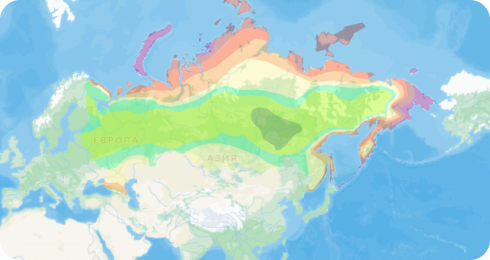
В «Онлайн-картах» ТЕХНОНИКОЛЬ объединена информация из СП 20.13330.2016 «Нагрузки и воздействия», СП 131.13330.2018 «Строительная климатология» и сборника таблиц параметров предельной интенсивности дождя А.М. Курганова.
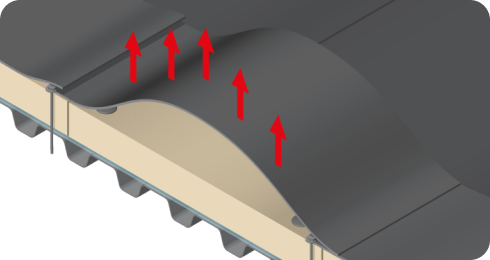
Подбор шага крепежа, толщины балласта и ширины рулонов для устройства гидроизоляционного слоя в зависимости от ветровой нагрузки на кровлю
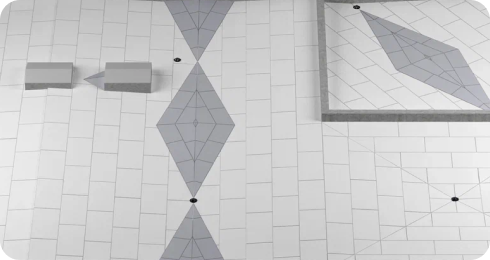
Расчет количества клиновидной теплоизоляции для формирования основного уклона и контруклона на плоской кровле

Расчет базового значения удельного расхода энергии на отопление согласно Приказу Министерства строительства и жилищно-коммунального хозяйства Российской Федерации №1550/пр от 17.11.2017
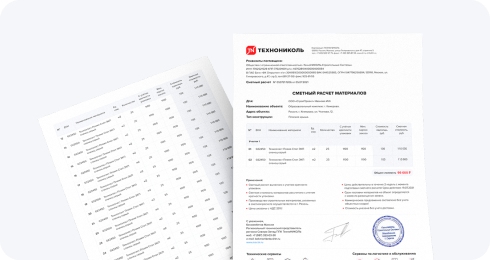
Онлайн-инструмент для инженеров-сметчиков проектных организаций. Расчет стоимости материалов необходимый для оценки проектно-сметной документации.

Предназначен для расчета и подбора сечений деревянных клееных балок, работающих на изгиб и осевое сжатие. Позволяет рассчитывать одно- и двухпролётные схемы с консолями и без для разных типов нагрузок
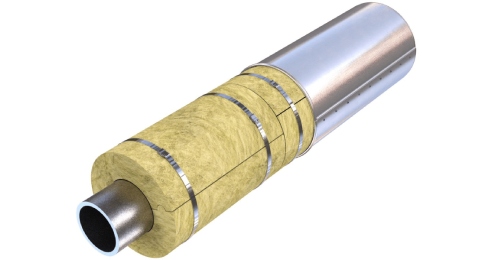
Данный инструмент позволяет рассчитать необходимую толщину и объём изоляции для инженерных коммуникаций и технологического оборудования.

Инструмент для анализа тепловых потерь здания
Калькулятор для расчёта материалов в системах с TAIKOR
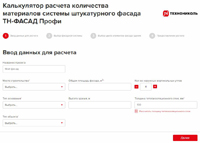
С помощью данного онлайн калькулятора вы сможете рассчитать количество материалов, необходимое для выполнения комплексной системы тонкослойного штукатурного фасада ТН-ФАСАД ПРОФИ

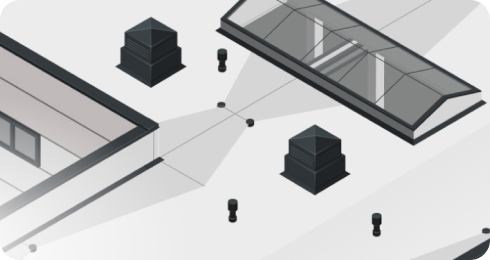
Калькулятор для расчета количества воронок внутреннего водостока







